
The volume of the combustion chamber of a vehicle piston is subject to very narrow tolerance requirements especially with regard to optimum results of the combustion process control in today’s high-performance engines. In order to achieve the target volume after piston machining as accurately as possible, the piston blanks are measured three-dimensionally before machining. Parameters for controlling the machining centres are derived from the measured data so that a desired target volume of the combustion chamber can be reliably achieved after machining. Piston blanks without this target volume are not machined. This ensures a 100% OK output and avoids process times and costs for NOK parts. Also, there is no need for post-inspection because only OK parts are produced by this machining principle.
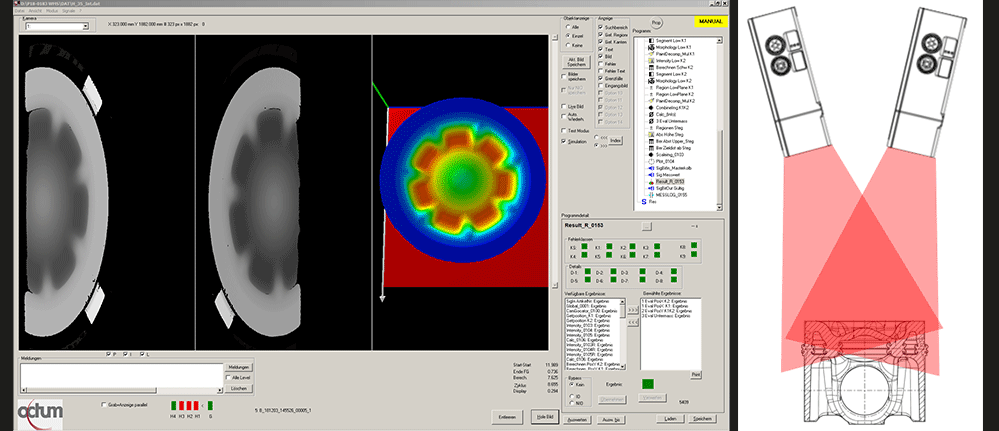
To achieve this efficiency, the piston blanks are measured with two 3D sensors, the images of which are stitched in 3D to obtain a complete projection of the combustion chamber without shadowed areas. Based on these 3D data, the actual volume and the actual height of the piston are acquired and the machining parameters are determined from these to achieve a target volume and target height. These parameters are transmitted to the machining centre controller and therefore ensure the production of an OK piston according to specification.
The two 3D sensors are individually calibrated. The relative positions of the sensors in the chamber are also calibrated by means of calibration bodies to enable accurate stitching of the 3D image data. To ensure the correct 3D measuring process, it is necessary to provide an external reference in the form of a measured master piston in an own station. A handling device positions the 3D sensors exactly to within +/- 0.5 mm in the respective inspection station or referencing station, The repetitive accuracy for the height measurements is in the range of 10 µm and for the volume measurements in the range of 0.02 mm³. The measuring process and the transmission of the results to the PLC are handled via Profinet interfaces. The system is parametrisable and can both be extended to other suitable products and adapted for other machining centres.