
Type and position recognition of motor blocks.
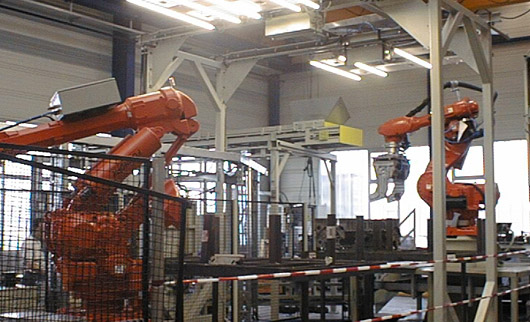
At a Mexican automotive supplier, engine blocks are transported after the casting process in a fully automated system by a robot to the processing station for so-called cracking and sawing off risers and sprues. Here, 6 engine blocks at a time are conveyed on a 2.50 x 1.60 m transport pallet through the cooling section to the cracking station. For gripping the parts, the robot requires the position of the individual motor blocks with an accuracy of +/- 2mm. To avoid stress cracks due to uneven cooling, there is an approx. 40cm long cooling iron in the engine blocks. After removing the engine blocks, the chillers remain on the transport pallets and are also to be removed by a robot in the following station. The position variance of the chillers on the pallets is +/- 50mm. The twist can be up to +/- 15°.
With a total of 12 cameras and the CV-600 PC machine vision system, 2D positioning of the engine blocks and chillers was realized. For this purpose, 6 cameras are installed above the transport pallet in the station for removing the engine blocks and in the station for removing the cooling irons. An allocation of one camera per engine block or chill is necessary due to the high required accuracy with regard to the size of the pallet of 2.5 x 1.6m. The algorithms used work exclusively with the part contour, since the reflective part surfaces produce a different pattern with each casting. For this purpose, the respective taught-in contour is saved as vector data and searched for in the production cycle. The subpixel-accurate and fast position determination is very robust, even with large position variance and strong variations in lighting conditions. The system control triggers the image acquisition of the 12 cameras via the Profibus interface. The position of the part is determined with the shot and transformed to the coordinate system of the respective robot. The position data generated from this are transferred directly to the robot via a serial interface and to the PLC via Profibus. The robot is controlled on the basis of the directly transferred position data, the data transferred to the PLC is only used for release. In this way, time can be saved on the sum of the data to be processed by the PLC.
The difficult boundary conditions with varying cast and metal surfaces as well as fluctuations in brightness during production pose a particular challenge to the machine vision system. Only with contour-based part recognition can the necessary degree of automation in the entire system be reliably achieved. In addition, the powerful software allows the evaluation of all 12 cameras with one system.