

Compressor wheels are key components in turbo chargers and ensure increased performance and efficiency of internal combustion engines. Revolutions of up to 200,000 rpm and temperatures of more than 1,000 °C place high demands on material, geometric stability and balance of the compressor wheels.
In order to meet these demands, compressor wheels with an outer diameter of up to 62 mm have to be identified and checked automatically in the final inspection so that only perfect components are installed in the turbo charger. The compressor wheels are to be inspected for surface defects on the bottom and top surfaces. The type is to be verified based on geometrical features such as diameter, number and direction of the blades. The characters printed with an inkjet printer are to be verified. The printed or lasered DMC is to be checked. The balancing removals and identification are to be masked (not considered) for the surface inspection.
Innovative machine vision solution from OCTUM checks and sorts the compressor wheels.
An innovative machine vision solution from OCTUM at a leading provider of compressor wheels provides automatic final inspection of the compressor wheels. In 3 camera stations with bi-telecentric lenses, high resolution 16MP, 8MP and 4MP cameras and adapted LED lights, the compressor wheels are measured, inspected for damage and the printing with plain text or 2D DMC read so that only perfectly flawless products are delivered. The complex part geometry, the variance of the surfaces with variable balance removals, the wide variety of types with sometimes slightest differences of the types and the extremely variable printing represent a challenge for the image processing solution. The task can be solved process reliably with CV_Inspect 2.0 from OCTUM.
The following concrete inspections take place in the individual stations:
- Measurement Diameter of hub (inside and outside) and bore (repetitive accuracy better than ±20 µm)
- Checking for presence of chamfer and width of the hub phase
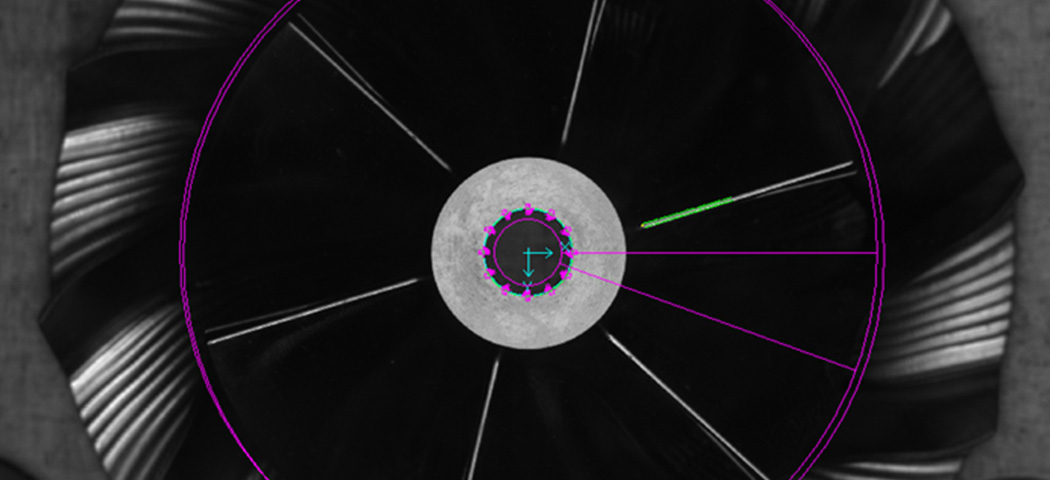
- Verification of the number and direction of rotation of the blades
- Verification of possible blade bending
- Measurement of the entry diameter based on the blade endpoints (repetitive accuracy ±80 µm depending on the shape of the blade endpoints)
- Surface inspection hub surface (dents, scratches, pressure marks…starting at 0.1 x 0.1 mm) with masking of any existing type-specific balance removals.
- Checking for edge damage of the hub edges starting at 100 x 100 µm.
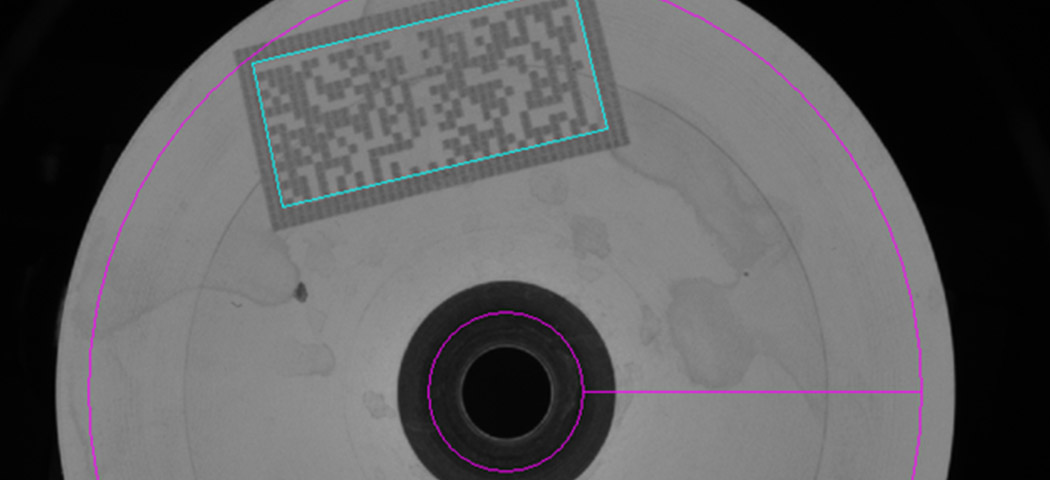
- Measurement Diameter of flat surface (PF) wheel back (inside and outside) and bore (repetitive accuracy better than ±20 µm)
- Checking for presence of chamfer and possibly width of the PF phase
- Measurement of the outer diameter of wheel back (accuracy ±20 µm)
- Determination of the exit diameter - if available (repetitive accuracy better than ±80 µm depending on the shape of the blade endpoints)
- Surface inspection of the PF wheel back (dents, scratches, pressure marks…starting at 0.1 x 0.1 mm)
- Check for edge damage of the PF wheel backs and chamfer (if it exists) from 80 x 80 µm.
- Surface inspection of the entire checkable area of the wheel back from 0.1 x 0.1 mm.
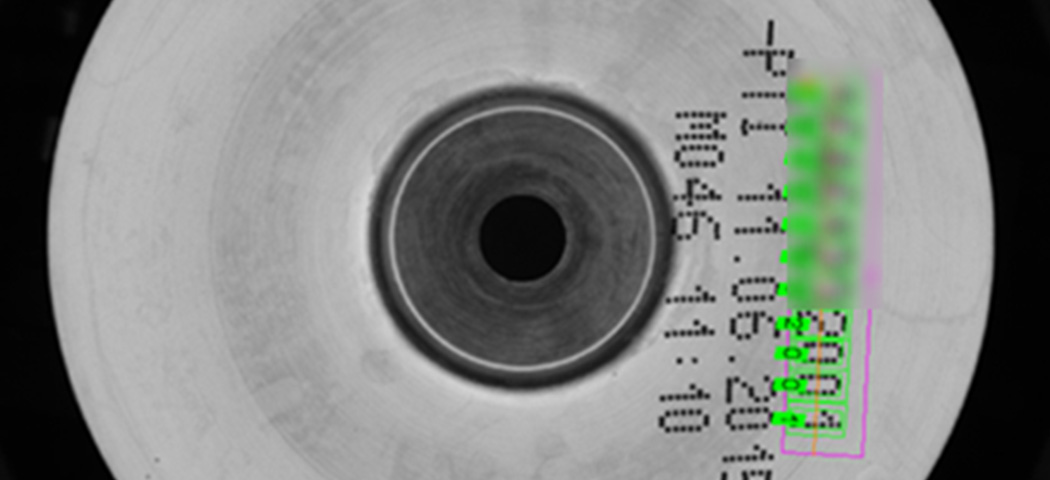
- Verification of the plain text printing (OCV) for characters from a font height of 1.5 mm
- Reading of the printer or lasered DMC also in combination with the printed characters (OCV) for codes as of a dot size of 0.1 x 0.1 mm
- Checking for major processing errors or unprocessed points in the complete wheel back
The cycle time of the whole inspection depends on the selected automation solution, the inspections in the individual camera stations need 0.5 - 1.5 s depending on the diameter and complexity of the respective geometry. The parts must be presented cleanly. The good results of the automatic inspection have ensured that further systems are being plann