
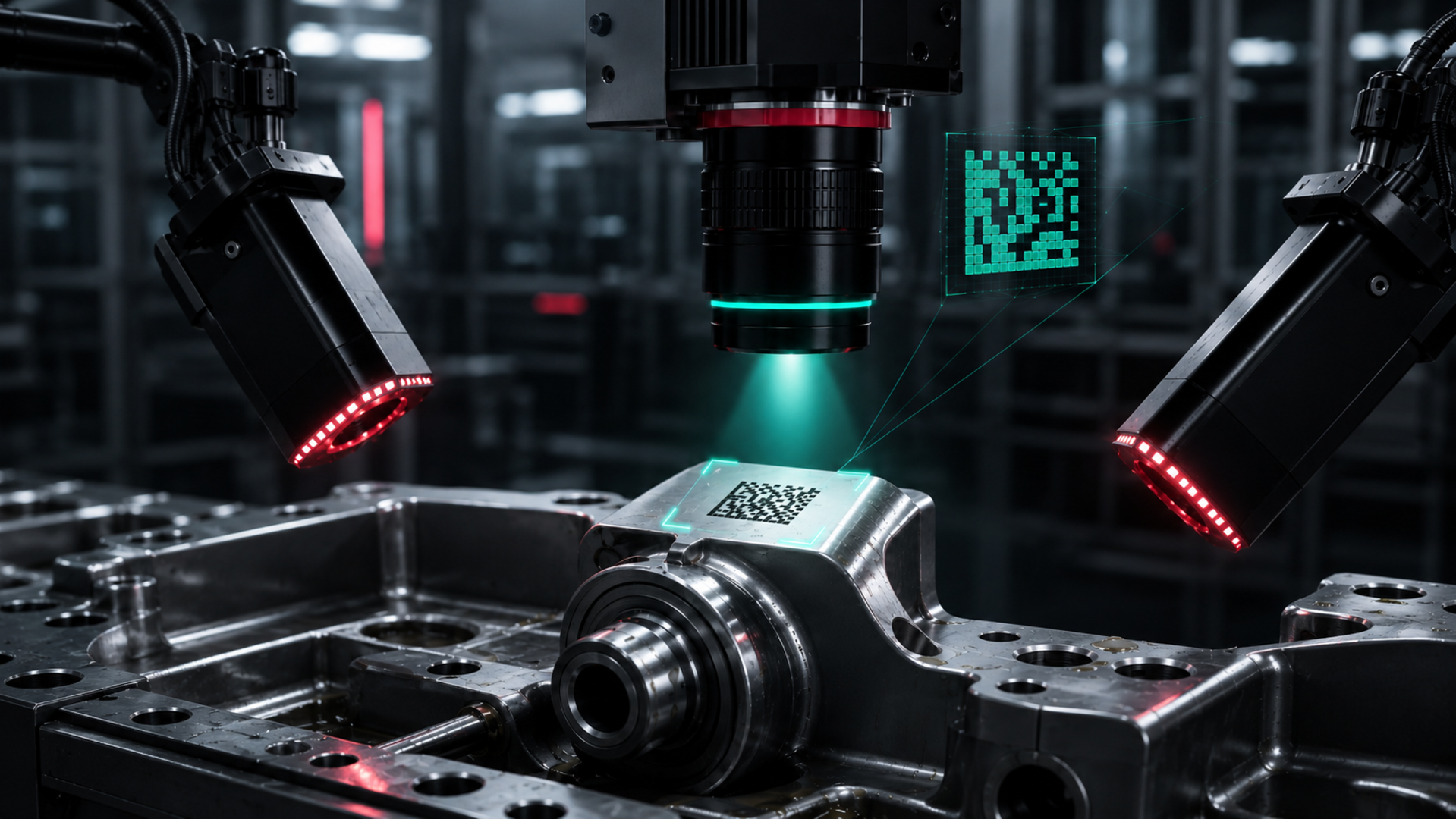
Direct part markings are an important element of traceability in industrial production. They make it possible to identify components unambiguously, assign process steps and link quality data throughout the entire manufacturing process.
In practice, however, conditions are often considerably more demanding than in the laboratory. Oil mist, contamination, reflective surfaces, changing material structures and fluctuating marking quality can significantly affect readability. Particularly in metal processing and automotive environments, codes must therefore be detected reliably even when contrast and appearance are not constant.
For applications of this kind, OCTUM does not consider the code in isolation. What matters is the complete interaction between the marking, component surface, lighting, optics, camera positioning, image processing and production process.
Direct Part Markings Pose Special Challenges
With Direct Part Marking, or DPM, the code is applied directly to the component. Depending on the material and application, methods such as laser marking, dot peening, scribing or electrochemical marking may be used.
Unlike printed codes on labels, direct part markings often do not have a uniform color contrast. Instead, the information is created through indentations, raised structures or changes to the surface texture.
As a result, visibility depends heavily on how the light strikes the component and from which angle the camera captures the marking. Even minor changes in component position or surface condition can cause individual code elements to appear lighter, darker or almost invisible.
Typical influencing factors include:
- reflective or matte metal surfaces,
- machining marks and varying degrees of roughness,
- fluctuating marking depths,
- oil films, coolants or dust,
- changes in component position,
- ambient light from the production environment,
- and mechanical damage to the marking.
Reliable code reading therefore requires a system design tailored to the specific application.
Lighting Makes the Code Visible
Lighting is often the decisive factor in DPM applications. Standard illumination is not always sufficient to distinguish all code elements reliably from the background.
Depending on the material, marking process and surface structure, different lighting scenarios may be required. These can include directional lighting, diffuse concepts, dark-field arrangements or combinations of several lighting directions.
The objective is to make the structures created by the marking as clearly visible as possible while reducing disruptive reflections.
For embossed or scribed codes, low-angle illumination can help highlight edges and indentations. On highly reflective surfaces, diffuse lighting may be more suitable for avoiding harsh glare.
OCTUM therefore adapts the lighting specifically to the real application. The assessment includes not only good parts under ideal conditions, but also typical variations encountered in everyday production.
Optics and Camera Position Affect Reading Reliability
In addition to lighting, the optics and camera position determine how large and detailed the code appears in the image.
For stable evaluation, the individual code elements must be captured with sufficient resolution. At the same time, the field of view must be large enough to accommodate positional deviations or different component variants.
Factors that must be considered include:
- code size and resolution,
- working distance between camera and component,
- available installation position,
- depth of field,
- possible tilting,
- movement during image acquisition,
- and the required inspection speed.
For highly curved or geometrically complex components, a single perspective may not be sufficient. In such cases, several cameras, different lighting directions or adapted product guidance may be required.
Mechanical integration is just as important as image processing. A stable camera position and reproducible component placement provide the basis for reliable results.
Algorithms Must Handle Variations
Even with carefully designed image acquisition, certain variations in production are unavoidable. The image processing software must therefore be able to handle different contrast levels, contamination and minor damage.
The evaluation typically includes several steps:
- Locating the code within the image
- Correcting positional or perspective deviations
- Optimizing contrast and image structure
- Detecting the individual code elements
- Decoding the content
- Evaluating readability or code quality
- Comparing the result with order or product data
Depending on the application, conventional image processing algorithms, specialized DPM reading methods or combined approaches can be used.
The key point is that parameters should not be defined solely on the basis of a few sample parts. The solution must be tested against the actual range of variation found in production.
Reading and Verifying Are Not the Same
A code may be readable and still have quality defects. The inspection task must therefore clearly distinguish between simply reading the content and additionally evaluating the quality of the marking.
In a pure reading application, the focus is on identifying the encoded information unambiguously. A quality assessment also examines how robustly and consistently the marking has been produced.
Possible quality characteristics include:
- contrast of the code elements,
- uniformity of the marking,
- damage or missing elements,
- geometric distortion,
- quiet zones and edge areas,
- and differentiation from the component background.
Such an assessment can help detect gradual changes in the marking process at an early stage. If code quality declines because of tool wear or altered laser parameters, for example, action can be taken before the code becomes unreadable.
Realistically Accounting for Contamination
Oil, coolant and particles are part of everyday production in many metal-processing environments. An inspection system must therefore work not only under freshly cleaned laboratory conditions.
Typical contamination conditions should already be included during the feasibility assessment. It is important to distinguish whether contamination merely changes the optical appearance of the code or actually obscures it.
Algorithmic methods can partially compensate for moderate contrast variations or localized interference. However, even high-performance software cannot reconstruct code areas that are completely covered.
It may therefore be useful to consider the production process itself. Possible measures include:
- defined cleaning before inspection,
- protection against renewed oil mist,
- an optimized inspection position,
- controlled airflow,
- or adjustment of the marking process.
The most reliable solution often results from a coordinated combination of process design and machine vision.
Traceability Directly Within the Process
A reliably read code becomes particularly valuable when it is linked with additional production and quality data.
Depending on the application, the code can be used to:
- identify the component unambiguously,
- assign the production order and variant,
- document machining and assembly steps,
- store inspection results,
- link machine and process parameters,
- reject defective parts selectively,
- or transfer data to higher-level systems.
Code inspection therefore becomes a central element of traceability.
The information read can be transferred, for example, to a PLC, database, MES or quality management system. Interfaces, data formats and responses should be defined clearly during project planning.
Handling Defective Codes Safely
Not every code can be read. The response of the production line must therefore be defined for such cases.
Possible causes of a negative result include:
- the code is completely missing,
- the wrong code has been applied,
- the marking is incomplete,
- the content is implausible,
- the code quality is below the specified requirement,
- contamination prevents reading,
- or the component is outside the permitted position.
Depending on the quality requirements, the component can be rejected, sent for secondary inspection or the production line can be stopped.
Communication errors or failures of the reading system must also be considered. Clear error-handling and rejection logic prevents unidentified components from being processed further without detection.
Marking Quality Begins Before the Camera
Reading reliability does not depend on the camera system alone. The quality and position of the marking itself are equally important.
Relevant factors include:
- a suitable marking method for the material,
- sufficient code size,
- consistent marking depth,
- an appropriate position on the component,
- adequate distance from edges and structures,
- and component orientation that is as reproducible as possible.
If the reading system is considered only after the marking has already been defined, an unsuitable marking position can make technical implementation considerably more difficult. It is therefore advisable to plan the marking and reading processes together.
At an early project stage, OCTUM assesses whether the code, surface and production conditions allow reliable identification.
Testing Feasibility Under Production Conditions
DPM applications often cannot be evaluated on the basis of theoretical data alone. Test images of real components provide important insights into contrast, reflections and possible sources of interference.
For a meaningful assessment, a range of different samples should be provided, including:
- typical good parts,
- parts with weaker markings,
- different material batches,
- contaminated or oily components,
- different surface conditions,
- and known borderline or defective cases.
This makes it possible to design the lighting, optics and software parameters in a targeted manner. At the same time, it can be determined which variations can be handled reliably and where adjustments to the process are required.
System Integration Instead of an Isolated Code Reader
A high-performance code reader alone does not create a complete traceability solution. The system must be integrated into the machine sequence and the company’s data structure.
This includes:
- triggering and image acquisition,
- transfer of product and order data,
- plausibility checking of the decoded content,
- unambiguous assignment to the component,
- communication with the PLC,
- rejection in the event of errors,
- storage of relevant results,
- and connection to higher-level systems.
OCTUM therefore considers not only the reading algorithm, but the entire process from marking through to the use of the data.
Reading Codes as They Actually Appear in Production
The challenge of industrial code reading is not to identify a perfectly marked code under controlled conditions. What matters is the ability to deal reliably with the real variations found in production.
Robust lighting, suitable optics, stable camera positioning and high-performance algorithms provide the technical foundation. An appropriate marking process, clearly defined production procedures and consistent data integration are equally important.
This creates a solution that reads codes reliably not only in the laboratory, but also in the actual production process.
Because true traceability begins where every relevant component is identified unambiguously and its information is processed reliably.